|
喷丸机操作说明(双枪连续式) 一、机器的用途 本机适用于铸件落砂及落砂后铸件表面的残余型砂和有碍于铸件外观的粘砂、铁皮及其他微粒清理,也可以清除型材、钢管表面的铁锈及锻件、焊接件、热处理工件的表面氧化皮。 喷丸机内磨料在高压气体作用下,高速喷射在工件表面上,与金属表面冲击研磨,清除杂质,并使工件表面具有一定的粗糙度,增加工件表面积,不仅使工件表面美观,而且大大提高了涂装层的附着力,使涂装质量及抗腐蚀能力大为提高。 二、主要技术规格 1、罐内容积…………………………………0.8M3 2、压缩空气压力……………………………1 1/2” 3、使用空气压力……………………………0.5-0.6MPa 4、喷射量(口径Φ10mm)…………………单枪 1800-2000 …………………双枪 3600-4400kg/h 5、空气消耗量………………………………单枪 6.1 m3/min ………………………………双枪 12.2m3/min 6、控制方式…………………………………遥控 7、外形尺寸(长×宽×高)…………………1236×1016×2340mm 8、机器总重…………………………………960kg 三、机器的结构及工作原理 本喷丸机由喷丸罐(分上料仓、下料仓两部分组成)、料斗、阀箱、空气截止阀、加料阀、阻旋型限位器、加浓喷丸阀、截止换向阀、气源处理系统、电器控制系统(见图4)及管路等主要部分组成。如图2所示。 喷丸罐内盛有磨料且在压力建立之后,磨料在气体压力及自重作用下经罐体下部进入加浓喷丸阀、混合室,然后弹丸与气体两相流经输出管及喷嘴以每秒约60米的速度喷出。 料斗设在喷丸罐体的顶部,料斗内设有筛网,以防磨料中混有杂物及块料,引起喷丸阀的堵塞。 罐体主要用作容纳磨料,罐体下部出料处接有两个加浓喷丸阀,中部固定着气源处理及控制系统。为维修方便,罐体上下料仓均开有检查窗口。 加料阀是由锥阀体及导杆组成,当向罐内充气时,锥体上移,靠上锥面与密封圈压紧来达到把罐体密封的目的(上、下料仓均设有加料阀),从而建立罐内压力。 加浓喷丸阀是磨料与空气混合加速的装置,磨料进入喷丸阀之后,在混合室中与压缩空气充分混合并得到加速,由喷射口喷出。调整喷丸阀手轮,可以改变进入混合室的磨料流量,从而获得满意的混合比例,得到最佳的喷丸效果。 阀箱内装有控制喷丸阀及空气截止阀启闭的电磁截止阀。 四、气动系统 本机的气动系统由喷丸罐、气源处理系统、截止换向阀、电磁截止阀、空气截止阀、混合室等部分组成(见图2)。 压缩空气经滤气器后,分成两路,一路是控制用气源,该气经过进一步过滤,分别进入电磁截止阀来操纵加浓喷丸阀和空气截止阀的启闭。另一路工作气源进入截止换向阀之后分别通入喷丸罐和截止阀,进入喷丸罐的压缩空气关闭加料阀,封闭喷丸罐,使罐内建压。喷丸阀打开之后,磨料被压入混合室内并与来自空气截止阀的压缩空气混合后喷出。 本机具有清扫功能,清扫时可关闭喷丸阀,只开空气截止阀,此时喷口只喷压缩空气,从而实现清扫功能。 本机具有遥控功能,通过喷嘴处控制开关及导线接入阀箱内的电磁阀实现喷吵或清扫功能,从而达到正常和完美的工作。 五、操作顺序及注意事项 (一)开机顺序(参看图1) 1、接通气源检查各部分连接是否牢固及有无漏气现象,看压力 是否正常,然后再打开D阀的电控开关通气(工作时,此阀一直处于通电状态,即通气状态),B阀就会自动顶闭,下料仓内充满气体,检查有无漏气。 2、下料仓充气完闭一切正常后,再打开自动控制系统开关,此时E启动控制供料机构开始由料斗给上料仓加料,当加到上限料位时由E发出控制信号,自动停止供料,并且F开始自动启动。 3、F启动后下料仓内无料发出控制信号把C打开(为了使锥面完全地顶到密封圈,F启动后过一段时间等料斗给的料完全进入喷丸罐上料仓后,再给C阀通电,由时间继电器控制),给上料仓充气,充满气体后,B阀自动打开,上料仓内的料将会由B阀落入下料仓内,待料全部落入下仓后,上料仓将会自动停止供气并排气(由时间继电器控制),E又开始启动,控制供料机构给上料仓加料,当加到上限位料时,E再次发出信号控制供料机构自动停止供料,并且F又会自动启动处于等待状态。 4、以上各部准备动作完毕后,方可开始喷丸工作,喷丸时通过电磁阀控制,先开空气截止阀,再开加浓喷丸阀,调节手轮使喷嘴喷出适量磨料。当下料仓内磨料消耗至下限料位时,F就自动发出控制信号由C阀再次给上料仓充气,往下料仓供料。 5、在自动系统的控制下,重复以上2、3、4动作实现自动循环连续工作。 6、如单嘴工作时:需关闭一只喷嘴,另一只喷嘴正常进行作业。 7、在工作期间,如遇到特殊情况突然停电,应先把各开关打到关闭状态。(电磁阀断电后,气体就会从罐体内全部排出,磨料就会全部进入下料仓)。来电后,打开D阀的开关再继续工作时,如果下料仓内磨料过多,可能会阻碍B阀的正常关闭,不能给下料仓充气加压,将无法正常工作(此情况也可能遇不到)。此时须先打开备用开关“K”,然后再打开D阀的控制开关,给上下两料仓内同时充气加压,方可工作喷料(此时不要打开自动加料系统开关),待料全部喷完后,关闭开关K和D阀的开关将罐内气体全部排出,然后再重新从1开始工作。 8、如果来电后,打开D阀的开关,B阀仍能正常关闭,那么就不需要使用“K”,一切照常重复以上2、3、4动作实现自动循环连续工作。 9、如想要把罐内磨料全部喷出时,必须把自动控制开关关闭,再打开“K”给上、下两料仓同时充气加压。 (二)关机顺序 先关闭喷丸阀的电磁截止阀,然后关闭空气截止阀的电磁截止阀。最后截止换向阀断电排气。 (三)注意事项 1、磨料必须干燥无杂质,压缩空气必须符合使用压力并经气水分离。 2、加料阀动作和供料机构必须灵活可靠。 3、检修必须停机排气。罐体在高压状态时不要移动,亦不可拆卸敲击,以免意外。 4、工作室一般应予屏蔽,以免磨料飞出伤人。绝对禁止对人喷射。 5、易损件磨损必须及时更换,喷砂管磨薄后必须更换。 6、需长期停用时,本机罐体内不得留有磨料,以防结块堵塞。 六、备注 1、因本机一般不单独工作故电磁阀接线可根据实际情况接入主机电气系统,并设置相应键钮。 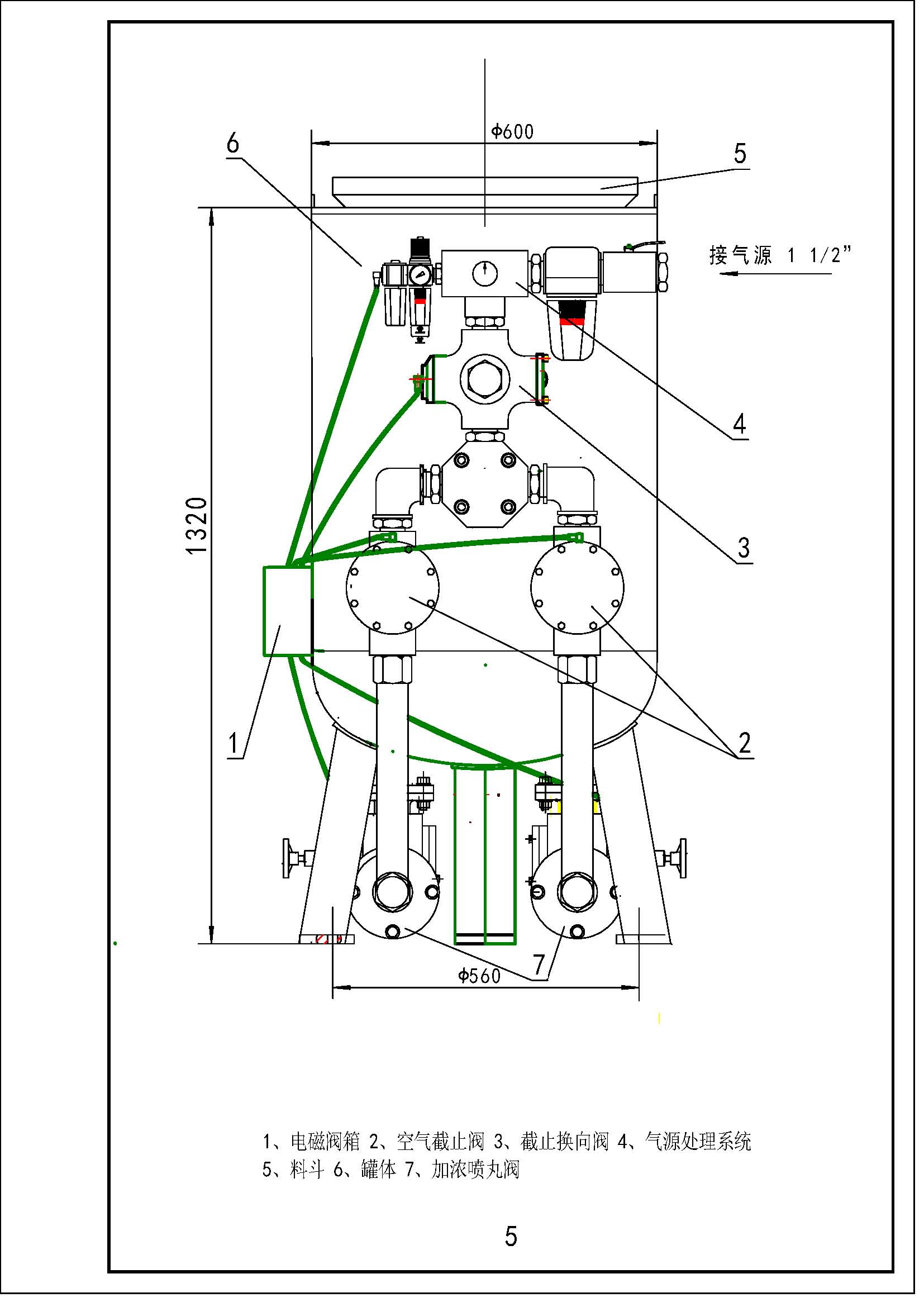 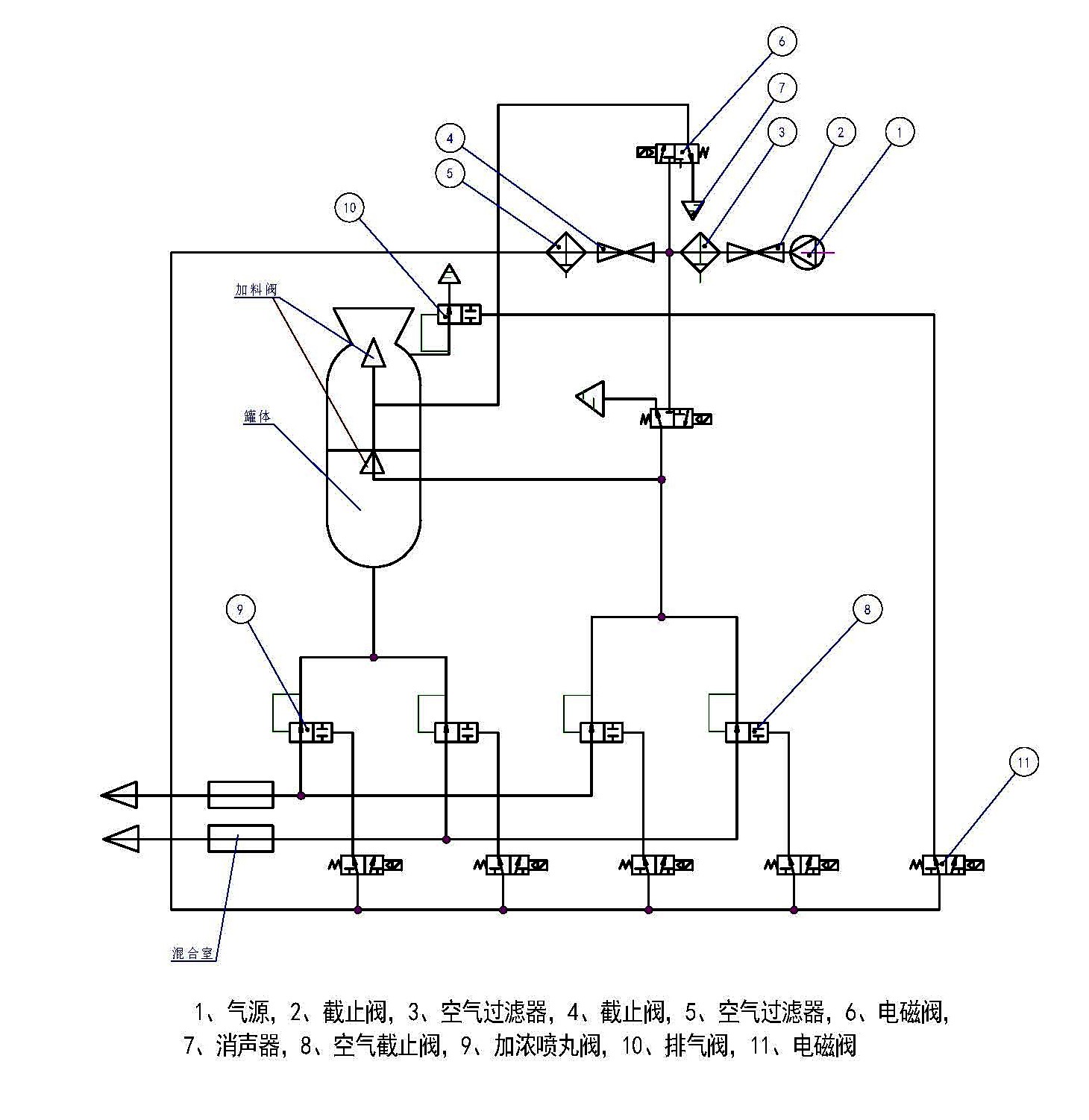 (责任编辑:青岛恒辉机械) |
